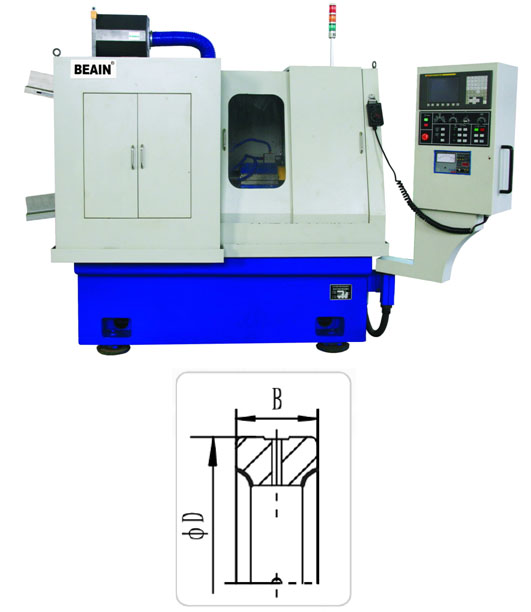
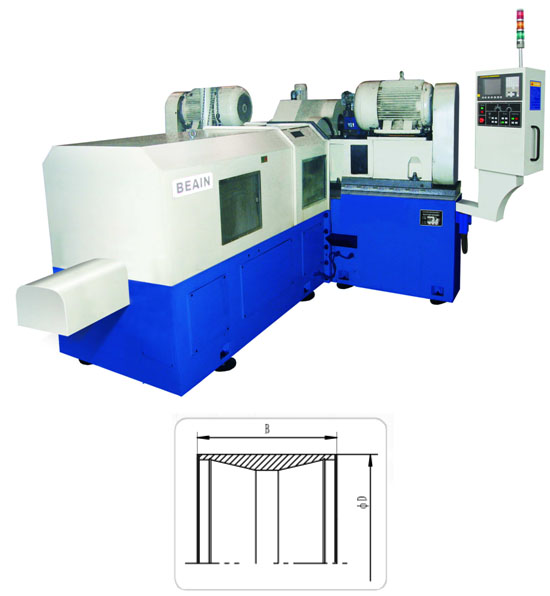
数控滚子轴承外圈滚道(凸度)磨床

【主要用途】
本机床主要用于磨削单、双列圆锥滚子轴承和单、双列圆柱滚子轴承的外圈滚道。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字三轴伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 工件轴电机采用变频调速,工件夹紧采用电磁无心夹具。
3. 工件进给拖板、砂轮轴运行拖板和修整器拖板均由伺服电机+滚珠丝杠 (THK) 传动。.
4. 强制式机械手自动上、下料,工作稳定可靠,工件无磕碰伤,调整简单,通用性强。
5. 修整器采用单点金刚笔自动修整。插补修整砂轮外圆柱面,实现滚道凸度磨削,凸度形状可根据用户要求而设定,如近似双对数曲线和大圆弧等。
6. 采用切入式磨削,磨头采用高强度、大功率电主轴, 可实现60 m/s 以内恒线速磨削。
7. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
8. 机床配有清洗冲刷装置,便于机床清理和维护。
9. 机床具有定程磨削和仪表磨削两种磨削方式。
10. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
11. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件外径 |
工件宽度 |
工件箱角度 |
加工精度 |
直线度 |
总功率 |
主机重量 |
|
3MZ2310CNC |
30-100 mm |
14-40 mm |
0-30° |
P4,P5 |
凸度大小及曲线形状可根据用户要求设定 |
18 kW |
3000 Kg |
|
3MZ2316CNC |
60-160 mm |
15-55 mm |
0-30° |
P4,P5 |
22 kW |
4800 Kg |
|
3MZ2320CNC |
80-200 mm |
20-70 mm |
0-30° |
P4,P5 |
25 kW |
5000 Kg |
|
3MZ2325CNC |
100-250 mm |
25-80 mm |
0-30° |
P4,P5 |
28 kW |
5200 Kg |
|
3MZ2335CNC |
190-350 mm |
40-220 mm |
0-30° |
P4,P5 |
50 kW |
7500 Kg |
|
3MB2345CNC |
180-450 mm |
30-150 mm |
0-30° |
P4,P5 |
35 kW |
6000 Kg |
|
3MB2345ACNC |
180-450 mm |
30-300 mm |
0-30° |
P4,P5 |
35 kW |
7000 Kg |
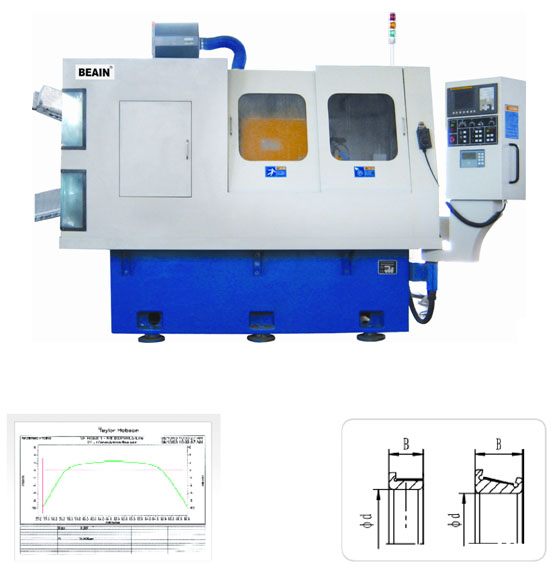
数控滚子轴承内圈滚道(凸度)磨床
【主要用途】
本机床主要用于磨削单、双列圆锥滚子轴承和单、双列圆柱滚子轴承的内圈滚道。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字三轴伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 采用无心磨床布局,切入式磨削,砂轮架固定,工件架及修整器进给、补偿。
3. 工件轴电机采用变频调速,工件夹紧采用电磁无心夹具,磨削采用浮动支承、支滚道磨滚道工艺。
4. 砂轮主轴采用带卸荷的动静压主轴,砂轮配有在线动平衡装置。
5. 进给系统与砂轮修整补偿系统均采用大功率、大扭矩的伺服电机, 通过弹性联轴器+滚珠丝杠(THK)实现工件进给与修整补偿。
6. 砂轮采用单点金刚笔自动修整。修整器采用伺服电机驱动,插补修整砂轮外圆柱面,实现滚道凸度磨削,凸度形状可根据用户要求而设定,如近似双对数曲线和大圆弧等。
7. 采用机械手自动上、下料,工作稳定可靠,工件无磕碰伤,调整简单,通用性强。
8. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
9. 机床配有清洗冲刷装置,便于清理和维护机床。
10. 机床具有定程磨削和仪表磨削两种磨削方式。
11. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
12. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件内径 |
工件宽度 |
工件箱角度 |
加工精度 |
直线度 |
总功率 |
主机重量 |
|
3MZ216CNC |
17-60 mm |
12-40 mm |
0-30° |
P4,P5 |
凸度大小及曲线形状可根据用户要求设定 |
15 kW |
3500 Kg |
|
3MZ2110CNC |
50-120 mm |
20-70 mm |
0-30° |
P4,P5 |
18.5 kW |
5500 Kg |
|
3MZ2116CNC |
80-160 mm |
30-80 mm |
0-30° |
P4,P5 |
22 kW |
5800 Kg |
|
3MZ2120CNC |
90-200 mm |
40-110 mm |
0-30° |
P4,P5 |
25 kW |
6500 Kg |
|
3MB2130CNC |
150-300 mm |
30-150 mm |
0-30° |
P4,P5 |
27 kW |
7500 Kg |
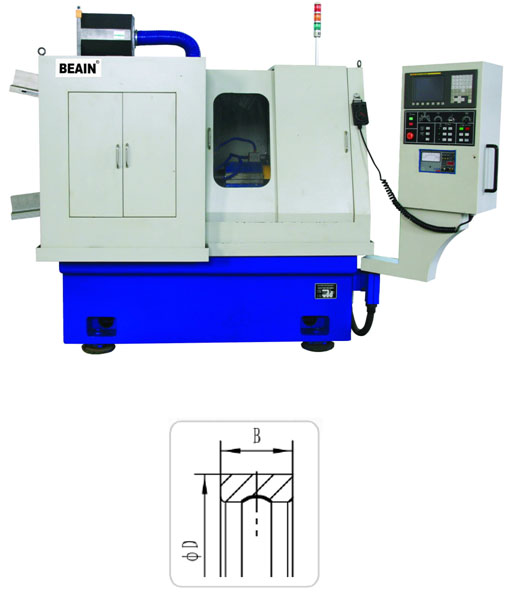
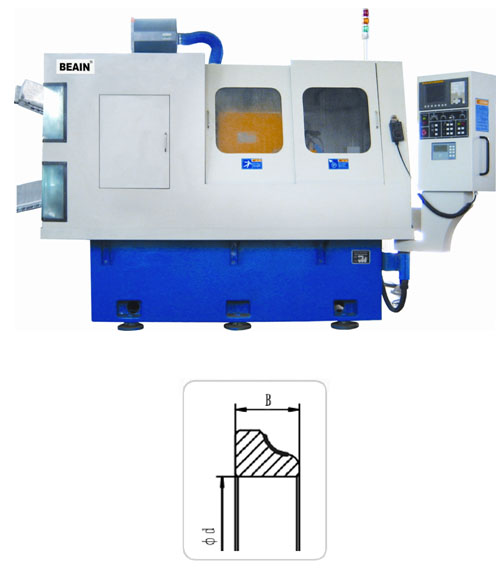
数控圆柱滚子轴承外圈挡边磨床

【主要用途】
本机床主要用于磨削单、双列圆柱滚子轴承的外圈挡边。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字二轴伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 工件轴电机采用变频调速,工件夹紧采用电磁无心夹具。
3. 工件进给拖板和砂轮轴运行拖板均由伺服电机+滚珠丝杠 (THK) 传动。
4. 强制式机械手自动上、下料,工作稳定可靠,工件无磕碰伤,调整简单,通用性强。
5. 修整器采用双点金刚笔自动修整。
6. 采用“人”字形砂轮,砂轮实行大锥面接触工件磨削,类属于外圆磨削,磨削区冷却效果好。
7. 工件一次装夹,伺服控制切入式分别磨削2-4个挡边,极大地提高了滚道宽度精度和挡边的平行差精度,微调工件箱角度可实现挡边角度磨削。
8. 磨削挡边过程中可以设置工件振荡,有利于提高挡边粗糙度。
9. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
10. 床配有清洗冲刷装置,便于机床清理和维护。
11. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
12. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件外径 |
工件宽度 |
加工精度 |
总功率 |
主机重量 |
|
3MZ2610CNC |
30-100 mm |
14-40 mm |
P4,P5 |
15 kW |
3000 Kg |
|
3MZ2616CNC |
60-160 mm |
15-55 mm |
P4,P5 |
19 kW |
3500 Kg |
|
3MZ2620CNC |
80-200 mm |
20-70 mm |
P4,P5 |
20 kW |
3500 Kg |
|
3MZ2625CNC |
100-250 mm |
25-80 mm |
P4,P5 |
22 kW |
4000 Kg |
|
3MZ2635CNC |
190-350 mm |
40-120 mm |
P4,P5 |
25 kW |
5000 Kg |
|
3MB2645CNC |
180-450 mm |
30-150 mm |
P4,P5 |
30 kW |
5500 Kg |
数控轴承内径磨床

【主要用途】
本机床主要用于磨削轴承内径,也可用于相当规格的外圈滚道磨削。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字(单轴或二轴)伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 工件轴电机采用变频调速, 工件夹紧采用电磁无心夹具。
3. 工件进给采用伺服电机驱动。
4. 砂轮轴运行拖板采用伺服电机驱动或者是油缸驱动。砂轮往复采用伺服电机或电机带动偏心轮实现砂轮往复磨削,往复电机变频调速。
5. 砂轮修整采用单点金刚笔自动修整。
6. 强制式机械手自动上、下料,工作稳定可靠,工件无磕碰伤,调整简单,通用性强。
7. 机床配有主动测量装置。
8. 砂轮轴采用高速、高刚性电主轴,变频器可根据用户要求选用。
9. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
10. 机床内配有清洗冲刷装置,便于机床清理和维护。
11. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
12. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件内径 |
工件宽度 |
工件箱角度 |
加工精度 |
总功率 |
主机重量 |
|
3MZ206CNC |
15-60 mm |
12-40 mm |
0-30° |
P4,P5 |
15 kW |
3000 Kg |
|
3MZ2010NC |
50-120 mm |
20-70 mm |
0-30° |
19 kW |
4500 Kg |
|
3MZ2016CNC |
80-160 mm |
30-80 mm |
0-30° |
20 kW |
4500 Kg |
|
3MZ2020CNC |
90-200 mm |
40-110 mm |
0-30° |
30 kW |
5000 Kg |
|
3MB2030CNC |
150-300 mm |
30-150 mm |
0-30° |
30 kW |
5500 Kg |
数控汽车轮毂轴承单元外圈锁口及沟道磨床

【主要用途】
本机床主要用于磨削第一代、第二代、第三代汽车轮毂轴承单元外圈锁口及沟道。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字(二轴或三轴)伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 工件轴电机采用变频调速, 工件夹紧采用电磁无心夹具。
3. 磨架和工件架进给系统均采用超精密、高刚度的十字交叉滚子导轨, 保证系统具有很高的刚性和很长的使用寿命,工件床头架可正负微量调整。
4. 磨架及工件架进给系统分别由大功率、大扭矩的伺服电机驱动,通过弹性联轴器、高刚性的精密滚珠丝杠传动来实现。
5. 修整器与砂轮间跳进跳出修整补偿均由伺服电机驱动滚珠丝杠 (THK) 完成。
6. 砂轮采用金刚滚轮修整。
7. 采用机械手自动上、下料,工作稳定可靠,工件无磕碰伤,调整简单,通用性强。
8. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
9. 机床内配有清洗冲刷装置,便于清理和维护机床。
10. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
11. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件外径 |
工件宽度 |
总功率 |
主机重量 |
|
3MZ1412GLCNC |
50-120 mm |
20-50 mm |
20 kW |
4000 Kg |
|
3MZ1420GLCNC |
60-160 mm |
20-80 mm |
30 kW |
5000 Kg |
数控汽车轮毂轴承单元内圈法兰盘磨床

【主要用途】
本机床主要用于磨削第一代、第二代、第三代汽车轮毂轴承单元内圈沟道(沟道、口径、小端面一次磨削)。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字(二轴或三轴)伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 采用无心磨床布局,切入是磨削,砂轮架固定, 工件架及修整器进给补偿,配有主动测量装置。
3. 工件轴电机采用变频调速, 工件夹紧采用电磁无心夹具,磨削采用浮动支撑、支沟磨沟工艺。
4. 工件箱可调角度0-45°, 用以磨削不同接触角的内圈沟道。
5. 砂轮主轴采用带卸荷的动静压主轴,并配置砂轮在线动平衡装置。
6. 进给系统和修整系统分别由大功率、大扭矩的数字式交流伺服电机驱动,通过弹性联轴器和高刚性的精密滚珠丝杠(THK)实现工件进给和修整补偿。
7. 工件进给拖板与修整器补偿拖板均采用高精密、高刚度的十字交叉滚子导轨(THK)。
8. 砂轮采用金刚滚轮修整。
9. 采用机械手自动上、下料,工作稳定可靠,工件无磕碰伤,调整简单,通用性强。
10. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
11. 机床内配有清洗冲刷装置,便于机床清理和维护。
12. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
13. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件外径 |
工件宽度 |
总功率 |
主机重量 |
|
3MZ136GLCNC |
40-80 mm |
20-50 mm |
18 kW |
6000 Kg |
|
3MZ1310GLCNC |
80-180 mm |
50-90 mm |
20 kW |
7000 Kg |
数控双向推力角接触球轴承轴圈沟道磨床
【主要用途】
本机床主要用于磨削双向推力角接触球轴承轴圈沟道。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字二轴伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 采用无心磨床布局,切入是磨削,砂轮架固定, 工件架及修整器进给。
3. 工件轴电机采用变频调速, 工件夹紧采用电磁无心夹具,磨削采用浮动支撑、支沟磨沟工艺。
4. 工件箱可调角度0-60°, 用以磨削不同接触角的轴圈沟道。
5. 砂轮主轴采用带卸荷的动静压主轴,并配置砂轮在线动平衡装置。
6. 进给系统和修整系统分别由大功率、大扭矩的数字式交流伺服电机驱动。
7. 工件进给拖板与修整器补偿拖板均采用高精密、高刚度的十字交叉滚子导轨(THK)。
8. 修整器为全自动圆弧修整器及端面修整器。
9. 采用单臂摆动式自动上、下料机构,工作稳定可靠,调整简单,通用性强。
10. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
11. 机床内配有清洗冲刷装置,便于机床清理和维护。
12. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
13. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件内径 |
工件宽度 |
加工精度 |
总功率 |
主机重量 |
|
3MZ1310/1CNC |
70-120 mm |
12-25 mm |
P4、P5 |
18.5 kW |
5500 Kg |
|
3MZ1320/1CNC |
80-200 mm |
25-45 mm |
22 kW |
6500 Kg |
数控双向推力角接触球轴承座圈沟道磨床
【主要用途】
本机床主要用于磨削双向推力角接触球轴承座圈沟道。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字二轴伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 工件轴电机采用变频调速, 工件夹紧采用电磁无心夹具。
3. 工件箱可调角度0-60°, 用以磨削不同接触角的座圈沟道。
4. 采用工件进给切入式磨削,工件架进给拖板和砂轮运行拖板均采用伺服电机驱动滚珠丝杠完成,移动导轨采用高刚度十字交叉滚子导轨(THK) 。
5. 砂轮轴为电主轴。
6. 修整器为全自动圆弧修整器。
7. 采用机械手自动上、下料机构,工作稳定可靠,调整简单,通用性强。
8. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
9. 机床内配有清洗冲刷装置,便于机床清理和维护。
10. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
11. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件外径 |
工件宽度 |
加工精度 |
总功率 |
主机重量 |
|
3MZ1420/1CNC |
80-200 mm |
14-45 mm |
P4、P5 |
20 kW |
4000 Kg |
|
3MZ1445/1CNC |
180-450 mm |
30-80 mm |
30 kW |
5500 Kg |
数控推力球轴承沟道磨床
【主要用途】
本机床主要用于磨削推力球轴承沟道。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字二轴伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 工件轴电机采用变频调速, 工件夹紧采用电磁无心夹具。
3. 采用工件进给切入式磨削,工件架进给拖板和砂轮运行拖板均采用伺服电机驱动滚珠丝杠完成,移动导轨采用高刚度十字交叉滚子导轨(THK) 。
4. 砂轮轴为电主轴。
5. 修整器为全自动圆弧修整器。
6. 采用机械手自动上、下料机构,工作稳定可靠,调整简单,通用性强。
7. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
8. 机床内配有清洗冲刷装置,便于机床清理和维护。
9. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
10. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件外径 |
工件宽度 |
加工精度 |
总功率 |
主机重量 |
|
3MZ1012CNC |
40-120 mm |
6-15 mm |
P4、P5 |
18 kW |
4000 Kg |
|
3MZ1020CNC |
80-200 mm |
10-50 mm |
20 kW |
4500 Kg |
|
3MB1045CNC |
150-450 mm |
30-80 mm |
30 kW |
5500 Kg |
数控球轴承外圈沟道磨床
【主要用途】
本机床主要用于磨削球轴承外圈沟道。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字二轴伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 工件轴电机采用变频调速, 工件夹紧采用电磁无心夹具。
3. 工件进给拖板和砂轮运行拖板均由伺服电机驱动。
4. 砂轮修整器采用摆动油缸驱动装置,摆动平稳,刚性好,精度高。
5. 修整器与砂轮间跳进跳出及修整补偿均由伺服电机驱动滚珠丝杠完成,减少了沟位误差。
6. 采用切入式磨削,磨头采用高速、高强度、大功率电主轴, 可实现60 m/s 高速磨削。
7. 采用机械手自动上、下料机构,工作稳定可靠,工件无磕碰伤,调整简单,通用性强。
8. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
9. 机床内配有清洗冲刷装置,便于机床清理和维护。
10. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
11. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件外径 |
工件宽度 |
加工精度 |
总功率 |
主机重量 |
|
3MZ147CNC |
30-72 mm |
10-20 mm |
P4、P5 |
15 kW |
3000 Kg |
|
3MZ1410CNC |
40-100 mm |
12-30 mm |
17 kW |
3000 Kg |
|
3MZ1420CNC |
80-200 mm |
20-50 mm |
20 kW |
4500 Kg |
|
3MZ1425CNC |
100-250 mm |
30-60 mm |
25 kW |
5000 Kg |
|
3MB1445CNC |
150-450 mm |
30-120 mm |
30 kW |
5500 Kg |
数控球轴承内圈沟道磨床
【主要用途】
本机床主要用于磨削球轴承内圈沟道。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字二轴伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 采用无心磨床布局,切入式磨削,砂轮架固定,工件架及修整器进给、补偿。
3. 工件轴电机采用变频调速, 工件夹紧采用电磁无心夹具。磨削采用浮动支撑、支沟磨沟方式。
4. 砂轮主轴采用带卸荷的动静压主轴,并配置砂轮在线动平衡装置。
5. 进给系统及砂轮修整补偿系统分别采用大功率、大扭矩的数字式交流伺服电机驱动,通过弹性联轴器、滚珠丝杠(THK)实现工件进给与修整补偿动作。
6. 工件进给拖板与修整器补偿拖板均采用高精度、高刚度的十字交叉滚子导轨,保证系统具有很高的刚性及很长的使用寿命。
7. 圆弧修整器采用上、下双支承回转油缸驱动,其刚性好,沟道形状精度高。
8. 根据不同的工作特点,采用双油缸带缓冲的抽芯式单臂机械手自动上、下料机构,工作稳定可靠,工件无磕碰伤,调整简单,通用性强。
9. 工件进给拖板和砂轮运行拖板均有伺服电机驱动。
10. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
11. 机床内配有清洗冲刷装置,便于机床清理和维护。
12. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
13. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件内径 |
工件宽度 |
加工精度 |
总功率 |
主机重量 |
|
3MZ136CNC |
15-60 mm |
10-40 mm |
P4、P5 |
15 kW |
3000 Kg |
|
3MZ1310CNC |
50-100 mm |
20-60 mm |
18.5 kW |
5500 Kg |
|
3MZ1316CNC |
80-160 mm |
20-80 mm |
18.5 kW |
5800 Kg |
|
3MZ1320CNC |
100-200 mm |
40-100 mm |
25 kW |
6500 Kg |
|
3MB1330CNC |
150-300 mm |
40-120 mm |
30 kW |
7000 Kg |
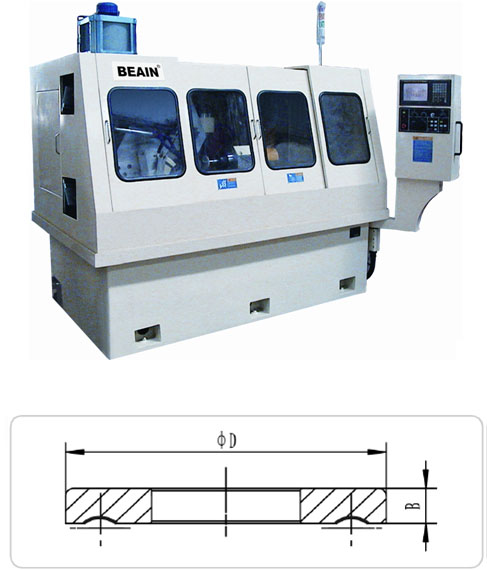
数控往复式双端面磨床
【主要用途】
本机床主要用于铁路轴承外圈双端面磨削或直径150-380mm、端面尺寸较大的轴承套圈产品。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字伺服控制系统, 彩色屏幕显示,“人机对话”并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 砂轮进给由交流伺服电机+滚珠丝杠(THK) 驱动,导轨采用THK钢球直线导轨。
3. 工件采用往复式磨削方式,以工件外径滚动支撑进行自转并往复加工,产品尺寸稳定、精度高。工件往复进给由交流伺服电机+滚珠丝杠驱动,丝杠采用三点支撑, 导轨采用THK钢球直线导轨。
4. 本机床采用三轴伺服系统,设有消除机械间隙装置。
5. 导轨、丝杠设有自动润滑装置,时间任意设定。
6. 砂轮轴选用进口配对轴承。
7. 机床配有大容积、精过滤冷却水箱, 选用大流量高压水泵。
8. 砂轮修整采用双点式两片砂轮同时修整。
9. 机床设有手动自动两种功能,加工时间和记数功能。
10. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
【主要参数】
|
机床型号 |
工件外径 |
工件宽度 |
加工精度 |
总功率 |
主机重量 |
|
平行差 |
平面差 |
尺寸分散度 |
|
3MB7675WCNC |
150-400 mm |
40-220 mm |
<0.005 |
≤0.004 |
0.020 |
50 kW |
12000 Kg |
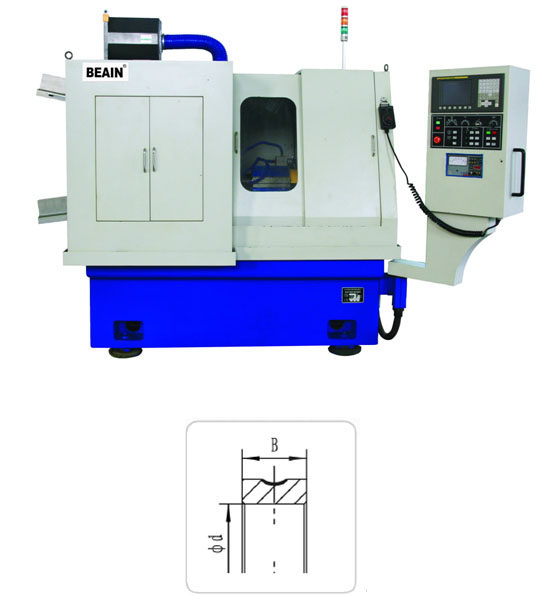
数控滚子轴承内圈挡边磨床

【主要用途】
本机床主要用于磨削单、双列圆柱及单列圆锥滚子轴承的内圈挡边。
【主要特点】
1. 机床控制系统采用日本发那科(FANUC) 全数字二轴伺服控制系统, 彩色屏幕显示,“人机对话”,并具有故障自诊断功能,系统稳定可靠,调整、操作、维修方便,配有电子脉冲手轮。
2. 工件轴电机采用变频调速,工件夹紧采用电磁无心夹具。
3. 工件进给拖板和砂轮轴运行拖板均由伺服电机+滚珠丝杠 (THK) 传动。
4. 强制式机械手自动上、下料,工作稳定可靠,工件无磕碰伤,调整简单,通用性强。
5. 修整器采用单点金刚笔自动修整。
6. 采用切入式直母线磨削,磨头采用皮带轴或者高刚性电主轴。
7. 机床采用高速磨削,砂轮线速度最高60 m/s, 同时砂轮消耗过程中砂轮轴可通过变频器自动调速以实现砂轮线速度恒线速可调。
8. 磨削挡边过程中可以设置工件振荡,有利于提高挡边粗糙度,不易产生烧伤。
9. 机床可配主动测量装置,可采用两种磨削方式:定程和仪表。
10. 机床配有集中润滑系统,定时、定量、及时润滑丝杠。
11. 床配有清洗冲刷装置,便于机床清理和维护。
12. 机床采用铸铁床身, 二次人工时效处理,保证整机具有很高的精度保持性。
13. 机床采用全封闭防护罩,塑料喷涂工艺,外形美观、耐用。
【主要参数】
|
机床型号 |
工件内径 |
工件宽度 |
挡边角度 |
加工精度 |
总功率 |
主机重量 |
|
3MZ226CNC |
15-60 mm |
12-40 mm |
0-30° |
P4,P5 |
10 kW |
3000 Kg |
|
3MZ2210CNC |
50-120 mm |
20-70 mm |
0-30° |
P4,P5 |
15 kW |
3800 Kg |
|
3MZ2216CNC |
80-160 mm |
30-80 mm |
0-30° |
P4,P5 |
18 kW |
4200 Kg |
|
3MZ2220CNC |
90-200 mm |
40-110 mm |
0-30° |
P4,P5 |
20 kW |
4500 Kg |
|
3MB2230CNC |
150-300 mm |
30-150 mm |
0-30° |
P4,P5 |
25 kW |
5000 Kg |